2NH3 ----- 3H2 + N2氨分解制氢装置以液氨为原料,气化后在催化剂作用下加热分解,产生含氢75%、氮25%的混合气。通过变压吸附方法可进一步制取纯度为99.999% 的纯净氢气。

● 原理简单,结构紧凑,占地面积小,操作简便
● 投资少,能耗小,运行成本低
● 应用广泛,满足大部分氢气使用的需求
● 核心部件炉体、炉胆、电热丝优化设计,正常工况三年保固

● 满足标准: 国标一等品以上
原料气
● 压力: ~ 0.5bar
● 露点: ≤-10℃
产品分解气
● 压力: ~ 0.5bar
● 露点: ≤-10℃
● 残余氨: ≤0.1%
● 分解气量: 1~1000Nm3/h
注:更低氨含量及露点需求,可选配NHP 系列氨分解气纯化装置,30Nm3/h 以下设备标配不带气化器,大气量氨分解装置可考虑氨中间罐和氨储罐的配置以获得更稳定的工况和更低的能耗。

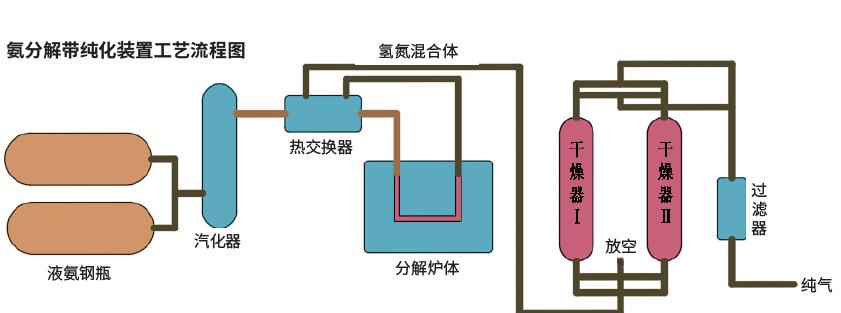


注:上述氨分解带纯化装置5-30m³为面板整体式,其他为分体式,均采用镍催化剂,分解温度均为:800°C-850°C,纯化出来的氢氮混合气纯度:残氨:≤10ppm,露点:≤-60°C,微氧含量:≤5ppm工作压力一般分为0.05MPa(; 0.2MPa·0.6MPa可定制),上表参数为0.05MPa时的数据,冷却水温度要求小于35°C,液氨符合GB536-1988一等品以上标准,建议使用优等品。